










一、外表处理上架:坯料经时效,硬度已合格,型材就没那么简单变曲折,但上架时仍是要注重,两头抬料时,尽量防止上下大力动摇,大力动摇也会对已时效的铝型材形成的曲折。
二、挤压装框:这环节也是十分重要,锯完定尺长度后,铝型材就要进行装框,这时装框工就要注重了:这料是大料仍是小料,是带管料仍是平面模拉出来的料呢。一般来说,铝压铸件大料和带管的料抬两头装框不简单形成曲折,但小料和平面模拉出来的料,抬两头就很简单形成曲折,这时就应该从两头向中心挨近进行抬料装框。但有的型材即使这样还不可,例如:百叶、窗片、压盖等,就把这类料放在已时效的型材上再抬到框里。
三、挤压调直:调直是型材形成曲折很严重的环节,调直工要注重调直所用的力度,力气过大就可能会对型材发生变形、收口、桔皮等,力气过小就会发生型材调不直,形成曲折。
 简述翻砂铸铝件中连铸连札的重要性:
简述翻砂铸铝件中连铸连札的重要性:(1)成卷线坯质量轻重不受限定,线坯卷重可达1t以上,淘汰了焊头次数,进步了生产速率。
(2)轧件直线通过机列,温降少,淘汰了轧件旋转及与设置装备部署产生粘、刮、碰等征象,外层质量高。
(3)省去了铸锭、修锭及锭的运输,省去了加热工序及加热设置装备部署。
(4)机器化、主动化水平进步,改进了劳动条件。
现有的翻砂铸造,可将熔化的金属浇灌入铸型空腔中,冷却凝固后而获得产品的生产方法,但是在实际使用中,由于金属液压冷却凝固后具有了粘结性,所以只有用细沙制成铸造模具,但是细沙制造成铸造模时需要向细沙中加入相应量的粘结胶体,再将细沙与粘结胶体混合均匀,但是目前细沙与粘结胶体混合是通过人工翻砂,而通过人工翻砂很难控制细沙与粘结胶体的比例,并且通过人工翻砂难以将细沙与粘结胶混合均匀,严重影响铸造模具的质量,这些都是实际存在也急需解决的问题。现在随着其时代在不断的发展,其铝合金翻砂铸造的发展也日新月异,这样就会使得产品再给个领域中都得到了广泛的应用,铝合金翻砂铸造在制作前需要做好设备的检查工作,应当严格的检查设备各部分有没有其异常情况,包括操作平台是否固定牢固;水冷系统是否通畅等等,铝合金翻砂铸造在进行使用时要注意的就是铸造过程中其人员操作的稳定问题,在这样的方面需要企业相应要做好稳定防护措施,这样就可以的减轻可能的事故所造成的损失,另一方面也求操作人员时刻注意设备的运行状况,对可能出现的紧急情况做出恰当的处理,大程度的避免事故所造成的危害。
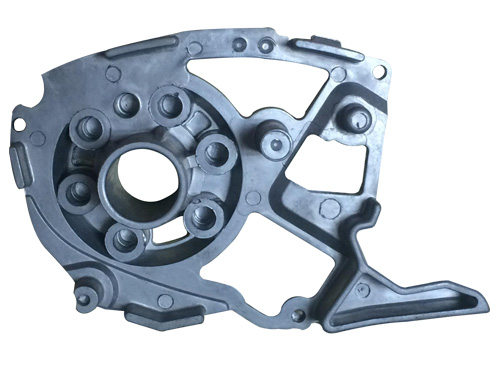
在汽车制造过程中,采用铸铁制成毛坯的零件很多,约占全车重量的60%左右,如气缸体、变速器箱体、转向器壳体、后桥福建铝合金重力铸造工厂壳体、制动鼓、各种支架等。制造铸铝件通常采用砂型。砂型的原料以砂子为主,并与粘结剂、水等混合而成。翻砂是将熔化的金属浇灌入铸型空腔中,冷却凝固后而获得产品的生产方法。在制造砂型时,要考虑上下砂箱怎样分开才能把木模取出,还要考虑铁水从什么地方流入,怎样灌满空腔以便得到优良的湖南铝合金重力铸造铸件。砂型制成后,就可以浇注,也就是将铁水灌入砂型的空腔中。浇注时,铁水温度在1250—1350度,熔炼时温度较高。然后还要经过除砂、修理、打磨等过程,才能够成为一件合格铸件。
泊头市韩集兴达铸造厂(http://www.xingdazhuzao.com)现以生产铝铸件、护栏铸铝件、发动机铸铝件、精密机械铸铝件、压铸铝件、汽车零部件铝铸件、铝合金铸造、铸铝工艺品为主,铝铸件厂家还可以根据客户提供的信息、图纸或样品提供加工、定制服务。





