










 铸铝件的工艺、特点与应用跟防止破损方法
铸铝件的工艺、特点与应用跟防止破损方法{一}、铸铝件的工艺、特点与应用
铸铝件工艺是传统铝合金的主要制备方法,但难以满足制备高性能铝合金的需要。先,传统工艺已难以进一步提、塑性、刚性、耐热性和耐腐蚀性;其次,在追求高性能的过程中,由于设备的增加和成品的下降,铸铝件工艺的成本迅速增加。第三,随着合金含量的增加,塑性倾向于降低,因此随后的压力加工成本增加并且产量降低。
压铸铝件件质量好:铸铝件尺寸精度高,一般相当于6~7级,甚至4级;表面光洁度好,一般相当于5~8级;强度和硬度较高,强度一般比砂型铸造提高25-30%,但延伸率降低70%左右;尺寸稳定,互换性好;压铸铝薄壁复杂铸铝件。例如,目前锌合金铸铝零件的壁厚可以达到0.3毫米;铸铝件可达0.5毫米;铸造孔径为0.7毫米;间距为0.75毫米
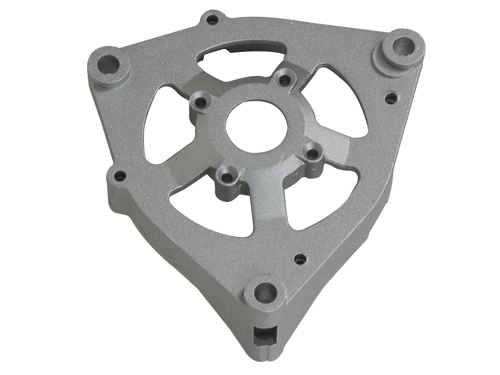
铸铝件件具有良好的铸造特性,可制成形状复杂的零件。不需要额外的大量设备;它具有节约金属、控制成本、减少工时的优点,广泛应用于航空工业和民用工业。它适用于制造横梁、燃气轮机叶片、泵体、吊架、轮毂、进气道唇、发动机外壳等。铸铝件件也适用于制造零件,如汽车的气缸盖、齿轮箱和活塞、仪器仪表外壳和增压器的泵体。
铸铝件具有良好的经济效益:由于尺寸准确、表面光滑等优点。一般情况下,直接用它代替机械加工,或者加工量很小,这样不仅提高了金属利用率,而且减少了大量的加工设备和工时;铸铝件很便宜;铸铝件件可与其他金属或非金属材料一起使用。不仅节省组装时间,还节省金属。
铸铝件是形成液态金属的一种方法。铸铝件工艺是在重力、压力、离心力、电磁力等外力场的作用下,熔炼金属,进行金属型铸造,并用金属型铸造填充熔融金属材料的生产过程。冷凝后,获得具有一定外观和特性的铸铝件,铸铝件是生产金属零件和毛坯的关键方法之一。
{二}、防止铝压铸件的破损的方法
铸铝制品有很多种,不必选择硅铝合金。即便选择了硅铝合金,阳极氧化也并非不可行。一般而言,合金铝中的硅元素含量多而少,如6061含硅0.4~0.8%,7075含硅0.4%,这种含量对合金钢的阳极化影响不大。但是,当合金中的硅含量很高(>7%)时,会影响合金的阳极氧化。反映在氧化时间长,膜层显得灰暗等,这些问题都可以通过工艺来解决,这就要求表面处理厂家有一定的技术能力。因此,铸铝=硅铝合金=阳极化=阳极化。接下来铝合金浇铸厂为大家介绍防止铝压铸件的破损的方法。
还有就是色彩方面的问题了。铝材的阳极化和着色是两种不同的工艺,这与钢的蓝色有很大区别。钢蓝是指氧化膜本身呈蓝色,而着色则是在阳极氧化后立即发生,且无色透明。铝材采用硫酸阳极化得到的氧化膜较适合染色,目前较多采用有机染料染色,氧化膜染色后再封闭氧化膜。此外还有用重金属盐电解着色的,但是要按照楼主的要求把颜色染红很困难。通过对钢铁零件进行含磷的化学处理,使其表面形成一层难溶于水的保护膜,这一过程称为磷化处理。
铸铝制品铸造一般选择金属熔点较适中的金属,如铝、锌等为原料,通过加工设备铸造出形形色色的产品,应用于不同的领域,而铸造工艺繁多,工艺复杂是铝压铸件损坏的主要原因。有的厂家主要是对各工序铝压铸件的完整性程度进行检验,但这也成为生产工艺中的一大难点。
普通的铝压铸件缺陷只是裂纹,因为压铸时,由于应力不符合要求,会导致铝压铸件破裂,因此,什么影响了这种应力?受力主要是能量的转换,由机械能、化学能、热能等转化为设备的热应力,因此,在生产铝压铸件时,厂家要通过能量转换误差手工调节,使设备工作环境相对稳定。
总体来说,一般压铸产品的损坏都是出现在后期的加工过程中,因此工人要在后期的加工过程中适当地进行调整设备温度、设备运行环境等,才能保证产品的合格率达到98%以上。
泊头市韩集兴达铸造厂(http://www.xingdazhuzao.com)主营多种不同型号的铸铝皮带轮、铸铝汽车机壳、铝合金压铸件、机械铸铝件、护栏铸铝件、发动机铸铝件、机械铸铝件、国标非标铸铝件、汽车零部件铝铸件、压铸铝合金件、铸铝工艺品为主,还可以根据客户提供的信息、图纸或样品提供加工、定制服务







