









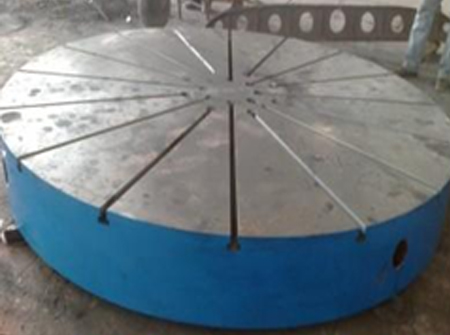
铸铁圆平板材料及处理:材料为高强度铸铁HT250-300,工作面硬度为HB170-240;经过两次处理(人工退火600°-700°或自然时效2年),使该产品的精度稳定,耐磨性能好;下列产品材料和处理除球墨铸铁外均相同。
铸铁圆平板精度:按计量检定规程执行,分别为0,1,2,3级四个级别。
铸铁圆平板规格:300-3000(如用户需要特殊规格,可根据需方图纸制作或双方商定生产加工)。
平板调试方法:
1、将平板平放于地面,手感调整四角稳定性,微调活动地脚,直到稳定。
2、将平板放置在支架上,调整其支点位置,尽量接近中心对称。
3、初调各支脚,使各支点均匀受力。
4、用水平测量仪器(水平尺或电子水平仪)检测平板水平状况、微调相关支点,直到符合水平位置。
5、初调合格后,静置12小时后,进行复制,如不合格需进行再次调整,如合格方可使用。
6、使用后根据实际实地环境周期性检测维护。
 钳工安装方式分类跟发展趋势
钳工安装方式分类跟发展趋势其一、机械装配方式分类
在装配机械工艺里面,装配的方式格外重要。这些年来,我国的经济不断发展,工业化程度越来越高,机械产品的质量也随之突飞猛进。现在,各种机械生产大规模的发展,机械装配方式也必须要相应的提升。在一开始的时候,装配机械使用的方法,还是简单的锤击、刮、磨等方式,随着时间的推移,装配的技术越来越高,后期逐渐产生了分组装配、修配装配、调整装配、互换装配等工艺。
分组装配。一般来说,在面临着大量或者成批的生产时,一般会运用这种装配方法。其特征是对零件的公差要求相对比较低,对装配的控制比较严格。例如滚动轴承零部件。尤其是在大批量大规模的进行高精度零件的生产时,工作人员需要以零部件的经济型和加工效率为考虑前提。在开展分组装配的过程之中,适当的放款零件公差,将其进行合理的分解,变成多个零件组。在经过互相的磨合之后,零件组能够进行互换。
互换装配。这一装配方式,在实际的装配过程之中被十分广泛的运用。尤其是在流水线生产中,大多都使用这一装配方法。由于互换法的诞生,实现了装配流水线作业模式,极大的增强了装配的效率。在运用这一方式时,并不会严格要求装配技术。就算是第一次尝试机械装配的工人,也能够在最短的时间之内了解装配规律,从而快速上手。毕竟在互换法之中,所有的零部件相互通用。工作人员想要装配各种零部件,只要借助专业的工夹具就可以了。在运用互换法时,必须要保证零部件的高精度,只有这样,才能够顺利的进行装配。
调整装配。在使用该方法时,装配还是要有一定的质量要求的。在装配的过程之中,工作人员必须要补偿或者是调整相关的零部件,才能够完美的适合装配精度。通常而言,会借助偏心件、螺纹件、斜面件来进行调整。垫片、定位圈等来进行补偿。一般工厂在进行小批量的机械生产或者是单件机械生产时,会使用这样的方式。
检验工具使用前要检查所选用的铸铁平台是否在周期检定内,没有进行周期检定或超过检定周期的铸铁平板不能用。所使用的铸铁平板的工作面上不允许有划痕、碰伤、锈蚀及其他影响使用的外观缺陷。
其二、装配钳工发展趋势
现代装配钳工技术在其应用过程中经历了不断创新,为了能够提升钳工作业效率,保证钳工装配工作质量,要针对当前应用的钳工技术进行深入研究。一方面,随着信息技术的普及,现代数控设备在钳工作业中已经得到应用,装配钳工设备在今后也将朝着数字化、智能化的方向不断发展,且机械加工、智能加工也会取代传统的人工作业模式;另一方面,纳米技术的运用,使装配钳工的发展速度加快,小型精密机械加工设备开始得到装配钳工技术人员的关注,今后装配钳工必将会实现超细微加工这一目标。与此同时,进入信息化时代后,先进技术与设备的运用,真正提高了装配钳工操作的简便性、精准度,同时也节省了成本与材料消耗,有利于实现装配钳工的可持续发展。
装配钳工在机械领域占据重要地位,相关人员必须要掌握正确的技术操作方法,才能够获得良好效果。现在生产技术水平不断提升,装配钳工面临的要求也越来越严格,在这一前提下需要按照行业发展趋势,积极应用先进的机械技术与设备,提高装配钳工作业效率与准确性,将装配钳工优势充分发挥出来,以此达到装配钳工领域的发展目标。
河北新创工量具制造有限公司(http://www.hbxcglj.com)主要产品有各种规格花岗石平台、检验平板、T型槽平板等。产品广泛应用于电站、冶金、机械、化工、船舶、科研、环保、航空、汽车、农机、电器、仪表、医疗器械、五金等生产领域。为了方便用户,可根据客户要求加工订做各种非标准量具,并承接树脂砂铸造。灰口铸铁件、球墨铸铁件及铸钢件。汽轮机厂的垫箱、机床厂的床身、立柱、横梁、工作台、变速箱体铸件业务和机械加业务等等。






