










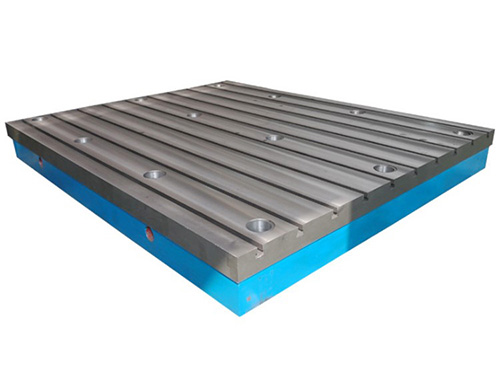
 铸铁焊接平台的用处:用来进行工件的焊接工艺,跟铆焊平板不同,上面不孔,工作面为平面或T型槽。
铸铁焊接平台的用处:用来进行工件的焊接工艺,跟铆焊平板不同,上面不孔,工作面为平面或T型槽。1、焊接平台工作面上不应有锈迹、划痕、碰伤及其它影响应用的外观缺点。
2、铸铁焊接平台工作面上不应有砂孔、气孔、裂纹、夹渣及缩松等锻造缺点。各锻造名义应彻底肃清型砂,且名义平坦、涂漆坚固,各税边应修钝。
3、T型槽在铸铁平板的两侧面上,应有装置手柄或吊装地位的设置、螺纹孔或圆柱孔。设置吊装地位时招考虑尽量减少因吊装而引起的变形。
4、焊接铸铁平台应经稳固性处置跟去磁。
5、焊接平台工作面与侧面以及相邻两侧面的垂直公差为12级(按GB1184—80《外形地位公差》划定)。
6、焊接平台、焊接平板工作面的硬度应为HB170—220。
7、T型槽重要检定名目A、材质及名义硬度。B、外形地位公差,含名义尺寸,垂直度公差。C、外观。D、平面度。E、接触雀斑。F、平面稳定量。G、工作面容许挠度值。H、名义毛糙度。
8、精度参数。3级平板未划定接触雀斑请求。1级平板请求接触雀斑数在任意25×25mm平面内不少于20点。2级平板请求接触雀斑数在任意25×25mm平面内不少于12点。
焊接平台的材质:高强度铸铁HT200-300工作面硬度为HB170-240,经由两次人工处置(人工退火600度-700度跟自然时效2-3年)应用该产品的精度稳固,耐磨机能好。
焊接平台、三维柔性焊接平台规格:100*100—3000*6000,(特别规格依据需方图纸制造。)
焊接平台精度:按国度尺度计量检定规程履行,分辨为0、1、2、3四个等级。
选购铸铁平台时,要看的是平台的板面厚度。铸件面板的厚度不易过薄,工作面是使用中接触多的地方,比如在焊接工作中使用铸铁焊接平台,不可避免的要进行敲打,敲打的力度造成我们不能使用太薄的焊接平台的面板。工作面应该合理的按承重、精度、开槽等情况设计的厚度,工作台面的厚度为关键,既要_使用效果还不能太厚,也是做到性价比高。
性价比高还涉及到围子和筋,围子也是铸铁平台的侧面壁厚,在使用中起到支撑作用,厚度和高度都和平台支撑能力息息相关,加强筋起着拉伸作用,也要根据承重要求设计搭配加强筋的高度和厚度,加强筋的高度通常为半筋、满筋及平筋。
焊接平台适量的调整则是铸铁平板务必要予以保持的,进而也可提升该部件在统一热用上的可观呈现性,相比较于其它运用技术来说,其铸铁平板则应该符合这个选购标准了,那么在此以下我们就一起来了解一下,有关铸铁平板在应用时必用的调整方法。
用水平仪检定时,平板本身为测量基面,试验平台其放置应稳定;用自准直仪检定时,仪器与平板不在同一刚体上.仪器支架牢固性尤为重要。所以检定规程要求检定场地应牢固稳定,检定地点应避免振动。这是因为:工厂常将小平板置于钳工台或桌子上,牢固稳定性差。检定人员在平板附近的走动、检定工具在平板上的移动,都会产生不同的重力,4米6米人防焊接平台使平板的空间位置发生变化,测量结果不可靠。所以检定这类平板时,平板应移至牢固稳定的场地上,避免重力变化对测量结果的影响。
往往正确的调整方法才是关键的,因为这一点是保证铸铁平板良好运用的重要因素,铸铁方箱相比较于其它应用现状来说,其铸铁平板的可观应用特点则需要符合这一特点,毕竟这些方面都是提升铸铁平板良好运用的重要因素。
泊头市久丰量具制造有限公司(http://www.btjflj.com)是一家铸造加工铸铁平台的实体企业,主要产品有:铆焊平台、钳工平台,所有产品精密度高、质量可靠、价格合理,三坐标平板、校正平板赢得了广大客户的信赖和赞誉。我公司拥有完善的售后服务网络,能对您的售后提供全力支持,帮助您得到满意的设备,本公司将以全新的面貌,好的产品,优的服务,诚挚欢迎新老客户前来参观指导、考察、合作。
落地镗床工作台(http://www.btjflj.com/jfztpt/jfztpt.html)
铆焊平台(http://www.btjflj.com/jfztpt/jfztpt.html)
钳工平台(http://www.btjflj.com/jfztpt/jfztpt.html)






