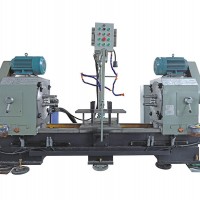
描述:机床采用数控系统控制,操作简单、快捷。三个面同时加工速度快,提高加工效率,节省人工,降低成本。
说明:
1.机床适用于各种汽车、三轮车后桥等需要保证平行度垂直度的三个面的加工,加工效率高、减少人工、加工尺寸统一性高、操作简便。
2.加工效率高,在加工过程中机床采用三个动力头同时工作的方式可以在同一时间内完成三个外圆、平面或孔的加工。
3.减少人工,一台专机相当于三台普通设备的效率,并且一人可操作2-3台专机。
4.加工尺寸统一性高,本专机完全采用数控系统控制,只需要一次对刀即可重复加工同一型号的工件从而提高尺寸的统一性。
操作简便,被专机采用数控系统控制有数控操作经验这或有机加工基础者一学即会。

 阀门专用机床电气控制系统故障诊断以及系统硬件组成机构
阀门专用机床电气控制系统故障诊断以及系统硬件组成机构一、阀门机床电气控制系统故障诊断
1、直观诊断法。直观诊断法是阀门机床电气系统故障较为直接也是较为常用的一种诊断方法,主要通过感官观察机床声、光、味等异常现象,从而确定故障位置,诊断故障原因,之后有针对性地进行故障处理。
2、自诊法。随着技术的进步,现代数控系统已经逐渐实现了故障自动化诊断,在工作期间,CNC系统可以利用自我诊断程序进行系统快速诊断,一旦发现故障,则会产生分类声光告警,并在CRT上呈现,例如设定错误警报、伺服系统故障警报、操作错误警报等等,这样就可以根据不同的警报内容来实现故障诊断检测。
3、参数分析诊断法。对于阀门专用机床电气控制系统来说,保证参数设置的合理性至关重要,参数设定之后,数值不可改。但需要注意的是,随着电气控制系统及相关数控设备的长时间运行,各个零部件不可避免地会产生磨损,导致性能出现变化,这会引起参数丢失或变化,影响机床的正常工作。因此,在进行故障诊断的过程中,可以采用参数分析的方式,根据参数异常变化来诊断故障,并合理调整参数,保证机床稳定、正常地运行。
4、置换及转移诊断法。在确定故障原因的前提下,可采用置换诊断法确定故障部位,利用备用集成电路芯片、相关元器件及印制电路板等来换存在疑点的部分,之后再行检察和修复。在没有备件且不确定故障部位的情况下,可采用转移诊断法,将系统中相同功能的电路板、集成电路芯片或元器件等相互交换,观察故障也随之转移,以此来确定故障部位。
5、仪器检查诊断法。仪器检查诊断法主要是为了检查出故障源,如果能够将故障源定位于具体的元器件,则可以准确地把握故障性质和原因,从而提升维修效率,降低维修成本。以电路板的检测为例,可以将电路板特性参数输入到电路板故障测试仪中,之后进行测试,参数对比找出故障源。
二、阀门机床电气控制系统硬件组成机构
阀门机床由机械部分、上下位机软件和硬件电路这3个不可少的部分组合而成。占整个机床核心部分的就是数控装置,主要体现就是数字控制方式得到了很好的应用。通常情况下,PLC阀门机床分为两个大类:一类是内装型的PLC,这种装置在设计中能够好的体现阀门机床的控制顺序;二类是单独的PLC,这种系统在软件和硬件方面都比较齐全,而且,在阀门机床以及控制领域都能很好的体现,因此,二类装置在生产过程中加容易被应用。
在电气控制系统中硬件部分也不容忽视,主要由机械手自动换刀、断刀检测和检测等。
1、机械手自动换刀
机械手自动换刀其在生产过程中能够起到提高阀门机床工作效率的作用,在应用过程中主要的工作原理就是利用控制电动阀的开关实现机械臂以及刀具的夹紧功能,然后实现机械手的伸展、收回以及松开,自动完成换刀的动作。
2、断刀检测
在电气系统运行过程中,断刀检测系统的主要核心部分就是利用光纤传感器,在生产加工过程中,刀具在长时间的使用过程中会出现磨损的问题,在情况比较严重的时候会出现刀具断裂的情况。为了好的提高加工的效率,在生产过程中要对刀具的使用情况进行检测,在刀具出现严重磨损的情况下,机床要能够自动换刀,对生产效率不会产生任何的影响。
3、检测
在换刀过程中,主要是对主轴夹紧位置的机械手,或者是人工对刀具进行的检测,不论采用何种方式,在对刀具进行检测时,都要使用相关的检测工具来进行实现。
河北禹创重工机械有限公司(http://www.hbyc982.com)是一家集科研开发生产各种三面多孔钻床的公司。数控镗车床、双面数控镗车床、硬密封闸阀机床设备销往浙江、江苏、上海、安徽、河南、河北、天津、辽宁等地。