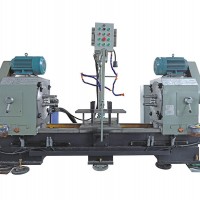
描述:可同时完成对蝶阀小法兰面端面外圆车削,中间阀杆孔的钻孔、铰孔、扩孔、法兰端面钻孔等五个工序的加工。
详细说明:
1、机床适用于蝶阀阀杆孔,法兰面钻及法兰外圆的加工,加工效率高,加工精度高,加工尺寸稳定,机床操作方便。
2、加工精度高,中线阀杆孔同轴度小于0.05,对称度小于0.10,加工尺寸稳定。
3、加工尺寸统一性高,本机床采用数控控制系统,无需重复对刀,从而提高尺寸稳定统一。
4、操作简单,机床采用伺服控制,有数控操作经验一学就会。

 阀门专用机床电气控制系统的硬件部分跟基本结构
阀门专用机床电气控制系统的硬件部分跟基本结构一、阀门机床电气控制系统的硬件部分
阀门机床电气控制系统除了软件部分之外,电气控制系统的硬件部分主要可以从三个方面进行分析,分别为:自动换刀、断刀检测、检测。
一,自动换刀。在阀门机床运行过程中,自动换刀承担着至关重要的作用,比如:自动换刀在实际运行过程中,利用电磁阀实现对机械臂的控制,诱导机械臂完成不同的动作,实现自动换刀功能,现阶段,大部分机械臂都可以完成换刀伸展、收回、夹紧、松开等动作。二,断刀检测。断刀故障是阀门机床运行过程中较常见的一种故障形式,在实际应用的过程中,利用光线传感器进行断刀检测,可以避免事故问题的出现。传感器会对刀具进行检查,确保刀具没有出现磨损,如果,存在磨损,或者断裂的情况,电气控制系统就会暂停机床工作,在完成故障处理后,系统就会重新通知复位进行零件加工。三,检测。除了要做到自动换刀和断刀检测之外,还要进行对刀具进行检测。换刀的过程中,道具插入的为关键,会对后续的加工质量产生直接影响,要得到重视。
二、阀门机床电气控制系统的基本结构
基于PLC的阀门机床电气控制系统在阀门机床中已经相对比较普及了,这样的阀门机床设备可以大大提升工业的生产效率。
但是其实阀门机床的发展也经历了一个漫长的过程。之前阀门机床应用的系统是传统系统,这种系统非常容易出现错误,而且如果修改加工过程就要重新应用不同的系统。而PLC可编程控制器如果遇到同样的情lP我们只需要改变一些参数和代码就可以改变加工过程。相较于传统的控制器,这种系统是加方便而且对于费用的消耗也是比较少的。这其实也是我国机械自动化发展过程中的一大进步。
阀门机床电气控制系统运行的基础就是它的基本结构,但是它的基本结构也可以大概分为两部分阀门机床的基础结构和阀门机床的结构。
河北禹创重工机械有限公司(http://www.hbyc982.com)是一家集科研开发生产各种三面多孔钻床的公司。三面数控镗车床、双面数控镗车床、硬密封闸阀机床设备销往浙江、江苏、上海、安徽、河南、河北、天津、辽宁等地。